個人営業の職務経歴書の書き方|採用担当者が本音で語るチェックポイント
ショクレキ代行
ショクレキ代行
「毎日ライン作業をしているだけで、アピールできることが何もない気がする」「職務経歴書に何を書けばいいかわからない」製造オペレーターの転職活動でよく聞く悩みです。毎日品質・安全・生産効率に向き合いながら現場を支えてきたのに、それを文章で伝えることに慣れていない方がほとんどです。
書類が通らない原因の多くは、「何をしたか」は書けていても「どんな製品を・どんな規模のラインで・どんな成果を出したか」が伝わっていないことにあります。採用担当者は製造オペレーターの職務経歴書を通じて「品質と安全を守りながら生産に貢献できる人か」「改善意識を持って動ける人か」を判断しています。
この記事では、製造オペレーターが転職活動で使える職務経歴書の書き方を、具体的な例文・NG例・経験年数別のアドバイスとあわせて解説します。
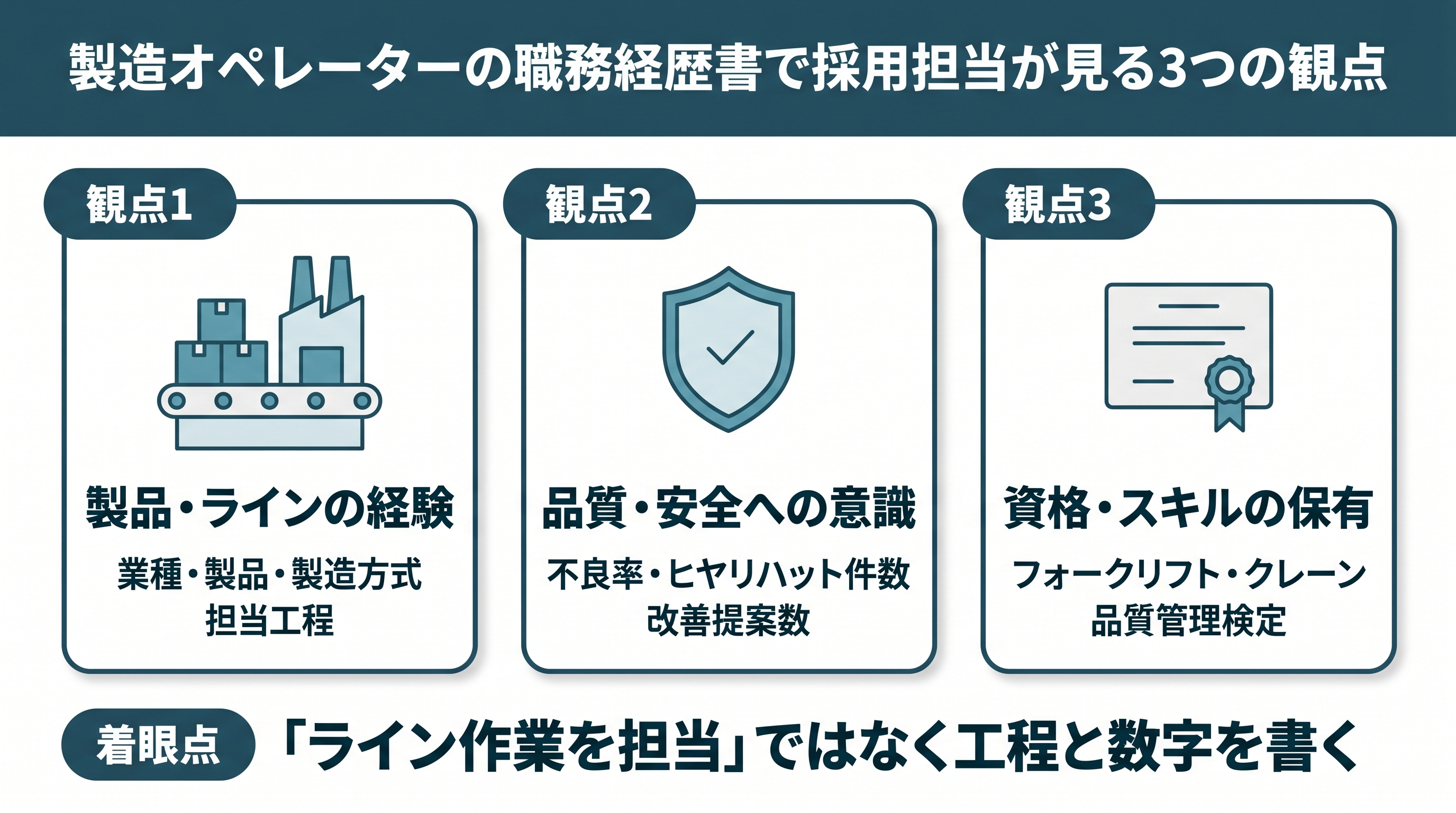
製造オペレーターの採用担当者が職務経歴書で確認しているのは、主に次の3点です。
| 観点 | 内容 |
| どんな製品・ラインでの経験があるか | 業種・製品・製造方式(ライン生産・セル生産・多品種少量など)・担当工程を確認している |
| 品質・安全への意識と実績があるか | 不良率・ヒヤリハット件数・改善提案数など、品質と安全に関わる数字を見ている |
| 資格・スキルの保有状況 | フォークリフト・クレーン・危険物取扱者・品質管理検定など、保有資格は即戦力の判断材料になる |
「食品工場でライン作業を担当していました」という記述では、採用担当者には何も伝わりません。どんな製品を・どんな工程で・どんな規模のラインで担当し・どんな成果につながったかが書かれて初めて、評価の材料になります。
製造の仕事は「成形・加工・組立・検査・梱包・出荷」など工程によって求めるスキルが大きく異なります。担当工程を明記しないと、採用担当者は「自社の工程に対応できるか」を判断できません。担当した工程を具体的に書くことが基本です。
製造現場での改善活動(QCサークル・ヒヤリハット報告・カイゼン提案)は、製造オペレーターとして高く評価されるポイントです。「改善提案を年間○件提出」「QCサークルに参加して不良率を削減」など、改善への関与を書くことで積極性と品質意識が伝わります。
「自動車部品(プレス加工)の成形〜検査工程を担当」「食品(冷凍食品)の充填・包装・梱包工程を担当」のように、製品・業種・担当工程を冒頭に書くことで、採用担当者が業務の全体像をつかめます。生産ライン規模(1ラインあたりの人数・1日の生産数)も合わせて記載しましょう。
「不良率を0.8%から0.3%に低減」「担当ラインの稼働率を92%から96%に改善」「ヒヤリハット報告を年間15件提出、うち3件が全社横展開」のように、品質・安全・改善の実績を数字で書くことで、製造現場での貢献が具体的に伝わります。
フォークリフト運転技能講習修了・クレーン運転士・危険物取扱者・品質管理検定(QC検定)・衛生管理者など、保有資格はスキル欄に必ず記載しましょう。また「担当工程を3工程から6工程に拡大(多能工化)」などの多能工化の経験も、即戦力としての評価につながります。
「ライン作業をこなしてきた」ことは、一見地味に見えても「品質基準を守りながら一定の生産数を維持し続けた」という実績です。さらに「多能工化して複数工程を担当できるようになった」「QCサークルで改善提案をした」「新人にOJT指導をした」など、日常業務の中にアピールポイントは必ずあります。まずは「誰かに頼まれたわけではないのに自分から動いたこと」を思い出してみてください。
長期間同じ工程を担当してきたことは「安定した品質での生産維持」の証明です。「5年間担当ラインの不良率を目標値以内に維持」「10年間無事故・無傷害を継続」のように、継続期間を使って実績を表現することで、長期担当の価値がアピールになります。
従業員数約300名の食品メーカー(冷凍食品)にて、製造ラインのオペレーターとして勤務。充填・包装・梱包の3工程を担当。1ライン12名体制で稼働。
【業務内容】
・冷凍食品(弁当・惣菜)の充填・包装・梱包工程の操作・監視
・機械の始業前点検・終業後清掃・日常メンテナンス
・製品の重量・外観検査(目視・計量)
・異常発生時の機械停止・上長への報告・原因確認
・新人メンバーへのOJT指導(2名担当)
・ヒヤリハット報告書の作成・提出(月平均2件)
【実績】
・担当ラインの生産数:1日平均約2,500個(ライン目標比100〜105%を維持)
・不良品発生率:0.4%以下を継続維持(工場平均0.7%を下回る水準)
・ヒヤリハット報告を2年間で計48件提出。うち2件がライン全体での安全対策改善に採用
・入社2年目に充填・包装・梱包の3工程すべてを独力で担当できる多能工に認定
【主な取り組み】
不良品の発生を減らすために、自分の担当工程で不良が発生した際の状況(時間帯・機械の設定値・原材料のロット)を個人的に記録し、発生パターンを把握する習慣をつけた。この記録をもとに「充填量の設定値がわずかにずれると不良率が上がる」という傾向を発見し、リーダーに報告。設定値の管理基準が見直されるきっかけになった。ヒヤリハット報告は「後で気づいたこと」も含めてこまめに提出するよう心がけ、小さな異常を見逃さない習慣を大切にしてきた。
自己PRでのアピールポイント
品質への細かい気づきを記録・報告する習慣と、多能工として複数工程を担当できる柔軟性が強みである。製造現場での安全・品質への意識を次の職場でも発揮し、ライン全体の生産安定に貢献したい。
従業員数約800名の自動車部品メーカー(プレス加工・溶接)にて、製造ラインのオペレーターとして勤務。プレス加工・溶接・検査の3工程を担当し、5年目からはサブリーダーとしてチームメンバー8名の指導も担当。
【業務内容】
・プレス加工・スポット溶接・外観検査の各工程オペレーション
・生産計画に基づく日次・週次の生産進捗管理
・設備の日常点検・定期メンテナンスの立会い
・メンバー8名のシフト調整・OJT指導・作業標準書の整備
・QCサークル活動への参加(年2回の発表)
・品質異常発生時の原因究明・対策立案への参加
【実績】
・担当ラインの不良率を3年間で0.9%から0.3%に削減(QCサークル活動と作業標準書の改訂による)
・担当ラインの稼働率を7年間で89%から95%に改善
・QCサークル活動で提案した治工具改善が採用され、加工時間を1個あたり約8秒短縮(月間生産数約15,000個換算で月間約33時間の工数削減)
・新人メンバー5名のOJT指導を担当し、全員が独り立ち目標期間内に3工程をクリア
【主な取り組み】
不良率の削減は、発生した不良品を「材料起因・設備起因・作業起因」の3種類に分類して記録し、QCサークルで月次に集計・分析する仕組みをチームに提案した。データを見ることで「月初の設備立上げ時に不良が集中する」という傾向が明確になり、始業時の暖機運転時間を延ばす対策につながった。OJT指導では、作業手順の暗記よりも「なぜその手順が必要か」の理由を先に説明するスタイルを徹底し、メンバーが自分で判断できるようになることを目標にした。
自己PRでのアピールポイント
7年間の現場経験で培った「データで改善する習慣」と「後輩を自立させる指導力」が強みである。QCサークルでの改善活動と多能工化の経験を活かして、次の職場でもライン全体の品質・生産性の向上に貢献したい。
従業員数約1,500名の電子部品メーカーにて、製造ライン班長として勤務。SMT(表面実装)工程ラインの生産管理・品質管理・メンバーマネジメントを担当。班員20名のマネジメントと、ライン全体の生産効率改善を主導。
【業務内容】
・SMTラインの生産管理(日次・週次の生産計画の実行管理)
・班員20名のシフト管理・目標管理・OJT・評価
・品質不良の原因究明・対策立案・横展開の推進
・設備メーカーとの連携・定期メンテナンスの調整
・改善活動(カイゼン提案・5S推進・作業標準書の整備)の主導
・新ライン立ち上げ時の工程設計・メンバー教育の担当
【実績】
・担当ラインの不良率を2年間で1.2%から0.4%に削減(作業標準書の全面改訂と自動検査装置の導入提案による)
・ライン稼働率を3年間で88%から97%に改善(設備メンテナンス計画の最適化と予防保全の強化による)
・カイゼン提案を班全体で年間120件提出(全社平均の約1.8倍)、うち15件が全社横展開採用
・新ライン立ち上げを主導し、目標生産数達成まで通常6ヶ月のところを4ヶ月で実現
【主な取り組み】
不良率削減は、AOI(自動光学検査)のデータを活用して不良発生箇所とパターンを可視化し、工程ごとの原因を特定する体制を整えた。「なんとなく多い」から「どの工程で・どの製品で・どの時間帯に多いか」が明確になったことで、対策の優先順位が立てやすくなった。班員のカイゼン提案件数を増やすために、提案書の書き方研修を自ら実施し、「小さなことでも提出しやすい雰囲気」をつくることを意識した。新ライン立ち上げでは、習熟度チェックシートを工程ごとに作成し、メンバー全員の習熟状況を見える化することで、立ち上がりの遅れを早期に察知・対処できる体制をつくった。
自己PRでのアピールポイント
製造現場の実務から、班長としてのチームマネジメント・改善活動の推進・新ライン立ち上げまで幅広く担ってきた。「データで現場を改善する」視点と「メンバーが自ら動く組織をつくる」マネジメントスタイルが強みであり、次の職場でも製造現場の生産性・品質の継続的な向上に貢献したい。
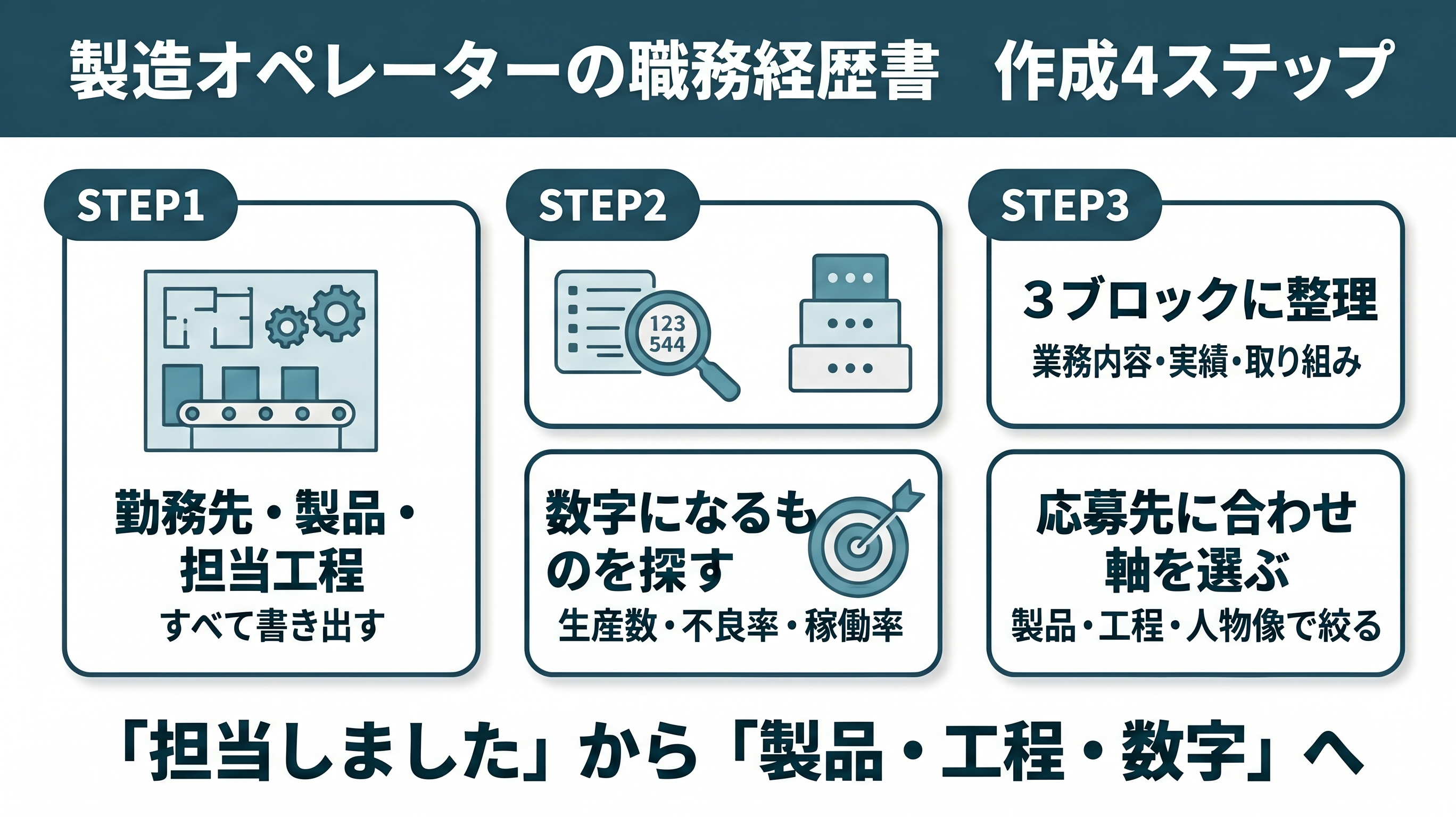
アピールになるかはこの段階では考えないを意識しながら整理します。この段階では絞り込まずに全部出してみましょう。
1日の生産数・不良率・稼働率・改善提案件数・担当できる工程数・指導した人数などを洗い出します。正確な数値でなく概数・変化率でOKです。まず全部書き出してから取捨選択しましょう。
業務内容は「何をどの工程で担ったか」、実績は「生産数・品質数値・改善の結果」、主な取り組みは「なぜその結果が出たか・どんな工夫をしたか」などを洗い出します。正確な数値でなく概数・変化率でOKです。まず全部書き出してから取捨選択しましょう。
品質重視の工場なら「不良率改善・検査の経験」、生産効率重視なら「稼働率・多能工化・改善提案の実績」を前面に出すなどを洗い出します。正確な数値でなく概数・変化率でOKです。まず全部書き出してから取捨選択しましょう。
失敗①:業務内容が「ライン作業をしていました」で終わっている
失敗②:担当工程の記載がない
失敗③:改善への関与が一切書かれていない
失敗④:資格・保有スキルの記載がない
「担当工程・生産数・品質実績」と「改善への姿勢・安全意識」が評価のポイントです。大きな実績がなくても「ヒヤリハット報告の件数」「多能工化した工程数」「OJT指導の経験」など、関与してきた内容を具体的に書くことが重要です。
多能工化の範囲・改善提案の実績・後輩指導の経験が評価の軸になります。「担当できる工程数」「QCサークルでの改善事例」「OJT指導した人数・期間」など、個人のスキルとチームへの貢献を両方書きましょう。品質管理検定(QC検定)・技能検定などの資格があれば必ず記載してください。
班長・リーダーとしてのチームマネジメント・改善活動の主導・新ライン立ち上げの経験が最大のアピールポイントです。「班員人数・不良率改善の金額換算・カイゼン提案件数」など、組織全体の生産性・品質を高めてきた実績を中心に書きましょう。直近5年以内の情報を重点的に記載し、古い情報は概要にとどめることが読みやすさのポイントです。
可能です。製造現場で培った「品質へのこだわり」「安全意識」「改善提案力」「コツコツ続ける継続力」は、物流・建設・サービス業など多くの職種で評価されます。転職先の職種が求めるスキルと自分の製造経験をつなぐ言葉を自己PR欄で書きましょう。
フォークリフト・クレーンなどの資格がない場合でも、「担当工程の幅の広さ」「改善提案の実績」「品質・安全の実績」でカバーできます。ただし入社後に資格取得を予定している場合は「取得予定」として記載すると、学ぶ姿勢のアピールになります。
書くべきです。「3交替勤務経験あり」「夜勤対応可能」などの記載は、採用担当者が勤務条件のマッチングを判断する重要な情報です。応募先のシフト体制に合わせて明記しましょう。
評価されます。長期間にわたって品質・安全を維持し続けたことは、「安定した戦力」の証明です。継続期間と数字(不良率・無事故記録など)を組み合わせて書くことで、長期担当の価値がアピールになります。
製造オペレーターの場合は1〜2枚が目安です。担当工程・資格・改善実績など核心情報を優先して記載し、読みやすいレイアウトを心がけましょう。
製造オペレーターの経験は正しく書けば必ず評価されます。まずは担当してきた工程・生産数・品質数値を書き出すところから始めてみてください。
ここまで読んで「書き方の型はわかったけれど、いざ自分のことになると手が止まる」と感じた方もいるかもしれません。職務経歴書は、自分の経験を客観的に整理する作業がいちばんの壁です。
ショクレキでは、採用・キャリア支援の経験者がヒアリングをもとに、あなたの経験を一緒に言語化して職務経歴書として仕上げます。書類選考が通らずに悩んでいる方も、自分では気づいていない強みが見つかることが多いので、まずはお気軽にご相談ください。